dripping hydrochloric acid onto its surface.
Afterwards the product is being put into
the test cabinet for 1000h at 40°C and a
relative humidity of 82%. After this test;
results are being checked according to
ISO 4628-10.
CLIMATE TESTING
Over time, a luminaire will be influenced
by the environment it is installed in, be it by
alternating temperatures or changing levels
of humidity. By simulating the environ-
mental influences in a climate test chamber
we are able to reproduce the effect on our
luminaires but also check extreme stress
parameters like rapidly changing temper-
atures. It allows us to ensure the correct
material choice for different types of
luminaires and improves the reliability and
quality of our products.
COMPONENT TESTING
All luminaires exist out of multiple compo-
nents, therefor a luminaire is only as qual-
itative as its weakest component. Quality
testing on component level is a constant
and essential topic at Delta Light which
requires a high level of know-how as all
components exist out of different materials,
can be electronic or electric and are being
used in different circumstances. Looking
for the best quality in both components
and manufacturers requires a strict policy
in testing and supplier selection.
ELECTROMAGNETIC
COMPATIBILITY TESTING
EMC testing according to IEC 61547, IEC
55015, IEC 61000-3-2, IEC 61000-3-3
Electrical products can emit electromag-
netic waves. When releasing electrical
equipment for the EU market, it has to
apply to the norms set by EU directives.
These tests are done to make sure that
there will be no mutual interference from
the luminaire towards its environment in
order to not hinder the correct operation
of the equipment.
OPTICAL SIMULATION
Light quality also depends on the way the
light is being controlled by the optics when
it leaves the light source. We pay specific
attention to the final result when choosing
or designing our optics. Using computer
simulations allows to check at an early
stage how the optics need to be shaped
and where it needs to be positioned. By
making computer simulations we can
already make an accurate estimation of how
the luminaire will perform in a final stage.
Apart from simulating the final effect of the
luminaire, these simulations are also being
used to develop the most energy-efficient
lighting solutions possible and can be used
to see what the effect of an accessory will
be when applied onto the luminaire.
PHOTOMETRICS
Apart from the lumen output and the
power it consumes, a luminaire is char-
acterized by its luminous distribution. At
Delta Light® we have the knowledge and
infrastructure in-house to determine those
characteristics of the luminous distribution.
QUALITY CONTROL AND
PRODUCTION
At different stages of the manufacturing –
during the complete process from compo-
nents to finished product - routine testing
on functionality and safety is being done to
assure the highest level of quality. After full
assembly, each luminaire itself is undergoing
a final test and is being marked,
hereafter it is being packed and labeled,
ready for transportation. Some examples
of this functional testing are checking if the
light effect and output is correct, check-
ing if all hinges or other moving parts are
working fine or checking if there are no
irregularities on the electrical wiring.
OPTICAL SPECTOMETRY
Together with the luminous distribution,
also the quality of light is of main impor-
tance: what is the total luminous flux, how
does the spectrum looks like, …? By using
spectroradiometers the quality of light from
the light source and the complete luminaire
can be checked into detail and optimized
to our Delta Light standards. To learn more
about our research and development, visit
deltalight.com
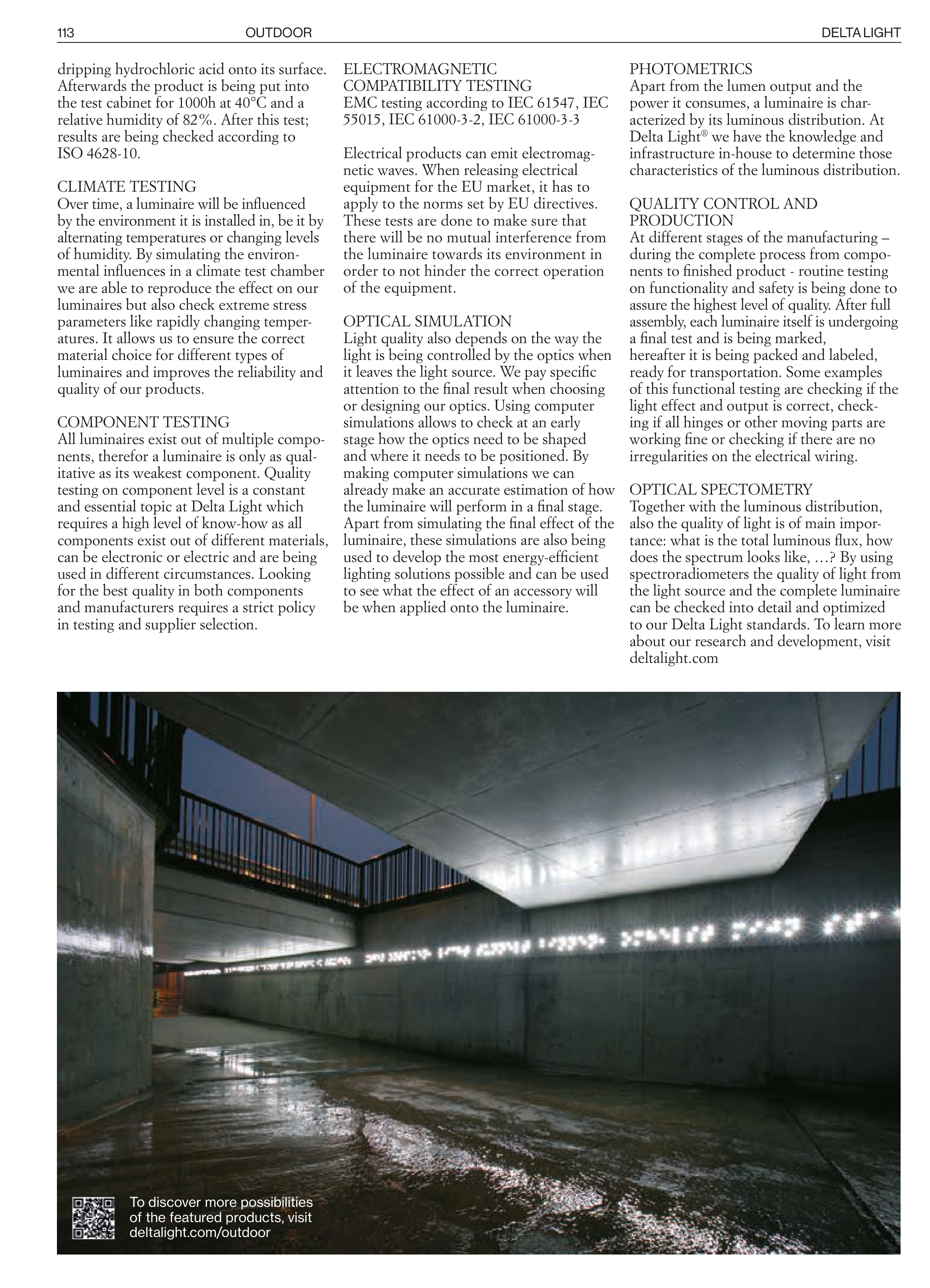
To discover more possibilities
of the featured products, visit
deltalight.com/outdoor
113
OUTDOOR
DELTA LIGHT